
超聲波探傷時耦合劑的選用原則及耦合方式

超聲波探頭與被檢工件之間存在空氣時,超聲波將被反射而無法進入被檢工件,為了使超聲波能順利透射進入被檢工件,在超聲波探頭與被檢工件檢測麵之間需要施加能透聲的耦合介質,也就是俗稱的耦合劑,並且要排除此間的空氣。視耦合方式的不同,可以分為:
1.接觸法:超聲波探頭與工件檢測麵直接接觸,其間施以耦合劑。耦合劑一般為液體或流質,它的作用是填平表麵上的凹凸不平,便於探頭在工件檢測麵上移動掃查,並且排除(取代)探頭與檢測麵之間的空氣。
耦合劑的選用原則主要有以下六個方麵:
1)耦合劑的聲阻抗應盡量與工件的聲阻抗接近以提高透聲性;
2)潤濕性好,在工件表麵易於鋪展並與工件表麵結合,以利排除空氣與異物的幹擾;
3)粘度適當,便於探頭在檢測麵上的移動掃查,也要易於清洗或清除;
4)對工件無腐蝕,對操作人員無毒、無損害;
5)價格便宜;
6)來源方便;

工業超聲波檢測中常用的耦合劑有:
1)機油:多使用20~40號機油,呈液體狀,易流動,應當注意不同編號的機油有不同的粘度(編號越大,粘度越高),當環境溫度不同時其粘度也有一定變化。
用機油作耦合劑,多用於一般的毛糙表麵和機械加工零部件的超聲檢測。由於機油的價格相對比較便宜,來源方便,對工件無腐蝕,對操作人員無害,因此是最廣泛應用的耦合劑。但是,利用機油作耦合劑的缺點是對聲接觸壓力比較敏感,即施加在探頭上的壓力不同時,接收到的超聲回波幅度變化比較顯著,因此對操作人員的操作技能(保持接觸耦合力度的穩定性)要求高一些。
2)潤滑油:這裏特指如壓縮機潤滑油、蒸汽機潤滑油、錠子油、工業凡士林、黃油、潤滑脂等粘度較高的、流動性較差的潤滑油,適用於表麵較粗糙的工件以及用於仰探或立探(側探)等場合。
3)甘油(丙三醇,C3H5(OH)3):這是一種透聲效果很好,並且對聲接觸壓力不敏感的耦合介質,以化學分析純的等級為最好,適用於表麵光潔度較高的工件。缺點是價格較高,而且它所具有的吸水性強的特點容易導致在敞開的容器中放置一段時間後就會因為吸收空氣中的水分而使本身濃度發生變化-粘度變化,影響作為耦合劑的性能一致性。應當注意正是它所具有的這種吸濕性,使得被檢驗過的工件需要用水及時清洗,防止殘留的甘油吸濕引起工件的鏽蝕,濃度高的甘油也會對操作人員的皮膚吸濕導致皮膚幹裂,因此應戴塑膠手套或者工作後及時用清水洗淨。此外,甘油對工件表麵的潤濕性不夠好也是其缺點。
4)水玻璃(矽酸鈉,Na2SiO3):水玻璃的透聲效果也是較好的,而且價格較便宜,但是和甘油具有相同的吸水性強的特點,在敞開的容器中放置一段時間後就會因為吸收空氣中的水分而使濃度容易發生變化。在實際應用中為了保持聲耦合效果的穩定,要求在每個工作班使用前用波美比重計測試其比重,在必要時進行濃度調整以保持最佳耦合效果時的比重。水玻璃有弱堿性,對操作人員的皮膚及被檢工件(特別是鋁、鎂合金)有一定的腐蝕性,使用後必須及時用清水衝洗幹淨。水玻璃主要用於表麵粗糙的工件,特別是可以采用所謂“地毯法”耦合,即在被檢工件粗糙的檢測表麵上先均勻塗布一層濃度較高的水玻璃,待其幹涸後即已將粗糙表麵填平為平整表麵,再在上麵塗布較稀的水玻璃或機油耦合進行檢測,可以獲得較好的耦合效果。
5)專用的超聲波檢測耦合劑:這是綜合考慮了耦合劑所需要的透聲性(聲阻抗)、潤濕性、粘度等要求而專門配製的超聲波檢測耦合劑,目前已有商品化產品出售,耦合效果較好,但價格較高。
6)化學漿糊(羧甲基纖維素,又稱強力CMC、糊精或化學漿糊):這是一種由澱粉(如玉米等)提煉而成的食品添加劑,其應用範圍極廣,如食品增稠劑,藥物輔料等。它是優良的水溶性膠料,一般可以1:10左右的比例與自來水調配成“工業膠水”用作超聲波檢測的耦合劑,適用於一般粗糙度表麵的工件,價格很便宜(工業純的等級即可),對工件無腐蝕,對人體無害,但是由於其幹涸後黏附在工件表麵會影響工件外觀以及後續表麵處理,因此檢測後也要求及時用清水衝洗幹淨。
7)高溫耦合劑:這也是專門配製的商品化超聲波檢測耦合劑,具有較好的隔熱性能,適用於處在較高溫度(例如100℃甚至更高)的工件的在役超聲波檢測。
在采用接觸法檢測表麵粗糙的工件時,還可以在檢測表麵鋪放細棉布或的確良布,甚至紗布等,用幹淨的水浸潤,探頭則在布上移動掃查,也能得到較好的耦合效果(相當於水間隙耦合)。對毛糙表麵的接觸法檢測中的耦合方法還有采用潤滑油作底層,上麵鋪設膠片(如廢的X光膠片)或金屬箔,再塗布機油,或者用機油作底層,上麵鋪設塑料薄膜等等,不過這些耦合方法的檢測靈敏度通常較低。
在以接觸法檢測時,要特別注意考慮工件的表麵光潔度,表麵光潔度越高,界麵上因漫散射造成的聲能損失越少,透入工件的聲能就越多,檢測靈敏度也就越高,越有利於發現較小的缺陷,這時的耦合劑粘度可不必太大。當工件表麵粗糙時,毛糙界麵對入射超聲波的漫散射幹擾使得透入工件的聲能減小,而且始波占寬加大,降低了近表麵分辨率和檢測靈敏度,為此而需要提高儀器的增益和發射強度,犧牲信噪比,而且也需要采用粘度較大的耦合劑為宜。此外,被檢工件的表麵應該是清潔的,沒有妨礙檢測的汙物、浮鏽(鬆動的氧化皮)等,至於鍛件上常見的致密細薄的氧化層,以及像精密鑄件、冷軋鋼板表麵所呈現的黑皮狀態等,由於它們與基體結合很緊密而且比較平整,在接觸法超聲波檢測時基本上不會影響耦合效果,有時甚至比經過機械粗加工狀態還好,因此不必除去。
還有一個要考慮的因素是耦合層的厚度,因為耦合層的存在構成了中間透聲層,為了提高透聲效果,不僅要考慮聲能在耦合層中的衰減和多次反射幹擾造成的始波占寬加大、近表麵分辨率降低,還要考慮超聲波在多薄層介質中透過時的匹配,這 與耦合劑、被檢介質、探頭的壓電晶片、保護膜,或者斜探頭的斜楔材料的聲阻抗, 以及耦合層中的超聲波長等諸多因素有關。在連續波理論中推導的匹配層厚度(λ/2)是指單一波長(單一頻率)的情況,工業超聲波檢測中使用的是有一定頻帶寬 度的脈衝波,因此應主要考慮聲能衰減及多次反射幹擾的影響,通過實驗證明,在 滿足檢測靈敏度要求的條件下應使耦合層越薄越好。這也是接觸法探傷時要求探頭 對檢測麵的接觸壓力達到 1.5~2.5kg 的原因。
在用平麵探頭探測曲表麵工件時,應當注意到耦合劑在邊緣形成 厚度不均勻的情況,相當於形成斜楔,有可能會產生變型波(特別是 變型表麵波)的幹擾。
 2.水浸法:超聲波探頭與工件檢測麵之間有一定厚度的水層,水層厚度視工件厚度、材料聲速以及檢測要求而異,對水的要求是對工件有潤濕能力,其溫度應與被檢工件相同,否則會對超聲波檢測造成較大幹擾,水質必 須清潔無雜質、無氣泡,以防止這些微小的懸浮體成為超聲波的散射體造成幹擾, 或者附著在探頭輻射麵上阻礙超聲波的發射與接收,附著在被檢工件的表麵上阻礙 超聲波的透射。為此,對於用作耦合介質的水(通常是自來水)可以采取靜置 24 小時以上,必要時還可加入例如明礬等淨水劑,使水中雜質自然沉澱以及排氣,或 者對水加熱以加速排氣。
2.水浸法:超聲波探頭與工件檢測麵之間有一定厚度的水層,水層厚度視工件厚度、材料聲速以及檢測要求而異,對水的要求是對工件有潤濕能力,其溫度應與被檢工件相同,否則會對超聲波檢測造成較大幹擾,水質必 須清潔無雜質、無氣泡,以防止這些微小的懸浮體成為超聲波的散射體造成幹擾, 或者附著在探頭輻射麵上阻礙超聲波的發射與接收,附著在被檢工件的表麵上阻礙 超聲波的透射。為此,對於用作耦合介質的水(通常是自來水)可以采取靜置 24 小時以上,必要時還可加入例如明礬等淨水劑,使水中雜質自然沉澱以及排氣,或 者對水加熱以加速排氣。
為了提高水對超聲波探頭和工件表麵的潤濕性,可在水中適當加入潤濕劑(如 洗滌劑、洗衣粉、洗潔精等),還可適當加入防鏽劑(如油酸、三乙醇胺混合液,四 硼酸鈉-俗稱硼砂等),以防止水對被檢工件產生的鏽蝕作用。例如可按每噸水加入1公斤硫代硫酸鈉和1公斤亞硝酸鈉,可以消除水中氣泡和提高防腐蝕能力。
在水浸法檢測時,應注意下麵幾個主要問題:
1)在水中垂直入射或傾斜入射(用於在工件中激發折射橫波或小角度折射縱波等) 時,應特別注意入射角度的準確性。因為水的縱波聲速約為鋼中縱波聲速的四分之 一左右,當水中入射角有 1°的變化時,在鋼製工件中將有約 4°的變化,這是必須 注意的。此外,水的聲速會隨溫度變化,以及有溫差存在時,水會發生對流,也將 會影響檢測靈敏度並導致聲路彎曲。

2)用水浸法檢測曲麵工件時,由於水和工件的聲速差異較大,因此將會有明顯的聲 束收斂或擴散現象出現,因此,水浸法檢測時,被檢工件聲場的距離振幅特性需要 采用對比試塊法校驗。
3)水距的選擇:一般的水浸法檢測是指探頭發出的超聲波經過一定厚度的水層再進 入被檢工件。理想的情況是將近場區置於水中,使靈敏度最高且聲壓分布有規律的 區域落入被檢工件內,並應保證被檢工件的第二次界麵回波落在工件第一次底麵回 波之後,以免造成幹擾。
水浸法檢測的最佳水距確定原則是:
①最佳水距應為水中距離-振幅曲線上近場末端 N 點左邊下降 6 分貝處到探頭輻射 麵的距離,即圖中的 OA 段,此時聲壓最高的區域將落在被檢工件內,從而可以保 證較高的檢測靈敏度;
②為了保證工件上第二次界麵回波落在第一次底麵回波之後,水距的大小h應至少滿 足:h≥(C水/C工件)•t,式中t為工件厚度,C水為水中縱波速度,C工件為工件中縱波聲 速。在使用水浸聚焦探頭檢測時,由於水中聲速低於工件中的聲速,在水中聚焦的聲束進入工件後將會再次聚焦(二次聚焦),故其水距的選擇應按下式計算:
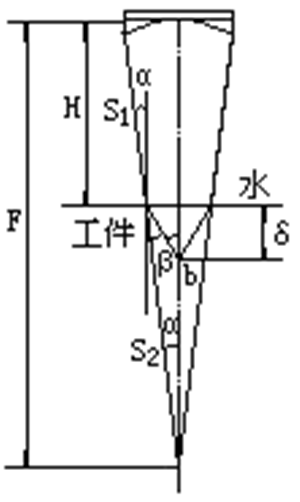 H=F-δ(C工件/C水),式中F為探頭在水中的焦距,δ為工件中二次聚焦焦點到工件探測 麵(界麵)的距離。茲證明如下:
H=F-δ(C工件/C水),式中F為探頭在水中的焦距,δ為工件中二次聚焦焦點到工件探測 麵(界麵)的距離。茲證明如下:
∵C水/sinα=C工件/sinβ,即sinβ/sinα=C工件/C水
∴按正弦定理有b/sinα=S2/sin[180°-α-(β-α)]=S2/sinβ
∵(F-H)/S2=cosα,δ/b=cosβ
∴S2=(F-H)/cosα,b=δ/cosβ
∴b/sinα=S2/sinβ
變成 δ/sinα·cosβ=(F-H)/sinβ·cosα,
即H=F-δ(sinβ·cosα/sinα·cosβ)=F-(C工件/C水)δ(cosα/cosβ)
∵α 角很小,故 cosα≈1,cosβ≈1,∴cosα/cosβ≈1
原式變成H=F-δ(C工件/C水)(近似式)
其他水浸檢測方法還有局部水浸法,如噴水柱法、溢水法、水間隙法等。
 綜上所述,聲耦合的方式方法是多種多樣的,具體選用何種耦合方式,要視具體條件、要求和情況決定,概括起來有以下選擇原則:
綜上所述,聲耦合的方式方法是多種多樣的,具體選用何種耦合方式,要視具體條件、要求和情況決定,概括起來有以下選擇原則:
①應能保證滿足檢測靈敏度的要求;
②便於操作;
③應考慮滿足檢測效率的要求,特別是在大批量檢測時更要重視這一問題;
④能夠減輕檢測人員的勞動強度;
⑤具有低廉的成本。
 魯公網安備37010402000738號 魯ICP備14030158號-1
魯公網安備37010402000738號 魯ICP備14030158號-1


