
2013年9月18日正式發布的鋼焊縫超聲檢測國家標準GB/T11345-2013《焊縫無損檢測超聲檢測技術、檢測等級和評定》,2014年6月1日實施。而舊的國家標準為GB/T11345-1989《鋼焊縫手工超聲波探傷方法和探傷結果分級》是1989年5月8日發布,1990年1月1日實施。新老標準交替的周期為24年。
舊標準GB/T 11345-1989是包括檢測技術和評定等級方法兩部分,而這次更新的標準與國際接軌:把檢測技術和評定等級方法分開,各自形成一個獨立的新標準。實際上GB/T11345-2013裏麵是不包含評定等級的詳細內容,而是需要引用GB/T29712-2013 《焊縫無損檢測超聲檢測驗收等級》。如果有規定要求檢測方對缺欠的顯示特征進行評定,則需要引用GB/T29711-2013《焊縫無損檢測超聲檢測焊縫中的顯示特征》

為什麼國際標準要把檢測技術和評定等級方法分開?標準模塊化,有利於檢測技術和評定方法兩部分的獨立更新。檢測技術標準和評定方法標準分開後,有需要的話,可以單獨更新其中任何一個標準。
下麵是關於GB/T 11345新老標準的部分差異。
總體而言,GB/T11345-1989的許多模糊地帶都在GB/T 11345-2013被明確了,例如,舊標準要求檢測麵的粗糙度不應超過6.3μm,但是我們不可能去實測粗糙度。而新標準要求,探頭和工件的接觸間隙不應超過0.5mm,這樣一線檢測人員就知道如何判斷檢測麵是否符合不平整度的要求了。
在檢測技術方麵,新標準的詳細規定,減少了超聲檢測人員的隨意性,提高了檢測結果的一致性。同時標準的用語也變得嚴謹了,舉個例子,GB/T11345-1989 會把焊縫裏的不連續性稱為“缺陷”,而新標準GB/T11345-2013則采用一個中性詞:缺欠。
一、GB/T11345-2013會規定工件檢測時溫度在0~60℃。
 純鐵中聲速與溫度的關係
純鐵中聲速與溫度的關係
GB/T 11345-2013是基於橫波聲速為(3255±30)m/s和縱波聲速為(5920±50)m/s的鋼材而設立的,因此需要控製工件溫度。
同時標準還明確提出:每次檢測前應設定時基線和靈敏度,並考慮溫度的影響。時基線和靈敏度設定時的溫度與焊縫檢測時的溫度之差不應超過15℃,其目的也是為了避免聲速變化太大,影響定位精度。
超聲波在鋼傳播的聲速和探頭折射角一般都在特定溫度下測定的。實際工作中,工件溫度會隨環境發生不同程度的變化,當溫度降低時,超聲波在鋼中的聲速會上升,一方麵會造成缺陷定位產生誤差,另一方麵會造成探頭折射角下降。
因此當環境溫度發生較大變化後,我們必須對超聲檢測儀器和探頭的參數重新校正,保證超聲檢測結果的可靠性。關於工件溫度的規定在GB/T11345-1989是完全沒有提及的,而GB/T11345-2013控製了一個影響焊縫超聲檢測的客觀因素。
實際上,我們常用的工業耦合劑為漿糊,工件溫度太低容易結冰;溫度太高容易蒸發。
二、取消探頭K值的說法
探頭K值=tanθ,θ 為探頭折射角,這隻是中國人的提法。外國人是不用K值來描述探頭的折射角。此舉完全就是為了和國際接軌,規範超聲檢測術語的使用。
GB/T 11345-2013規定當用橫波且超聲波需要從底麵反射時,探頭折射角在35°~70°之間,換算成K值為0.7~2.7,如果檢測等級要求隻需1個角度的斜探頭檢測,而且探頭移動區寬度為1.25P時,這時候意味著K值在0.7~2.7以外的探頭都不能使用了,例如K3探頭。
還有注意的是,某些檢測等級要求使用2個角度的斜探頭進行檢測,GB/T11345-2013規定:2個角度探頭間的折射角應不小於10°,且應保證其中一個探頭的折射角在35°~70°之間。這就意味著,選用多個探頭時K值的差異要足夠大。
|
編號 |
K值 |
對應角度 |
|
1 |
K1 |
對應45度 |
|
2 |
K1.5 |
對應56.3度 |
|
3 |
K2 |
對應63.4度 |
|
4 |
K2.5 |
對應68.2度 |
|
5 |
K3 |
對應71.6度 |
K值與角度的對應關係
三、驗收等級與評定方法的區別
這個區別是根本性的,GB/T11345-2013的驗收等級的評定方法和GB/T11345-1989完全不一樣。
GB/T 11345-2013的評級方法引用GB/T29712-2013 《焊縫無損檢測超聲檢測驗收等級》。
驗收等級的評定包含兩個主要內容:第一是檢測靈敏度,第二是缺欠測長。
舉個例子,基於橫孔技術(基於直徑為3mm的橫孔)的檢測靈敏度設定,GB/T11345-2013規定了四個等級:
1)參考等級:所謂的參考等級,就是以直徑為3mm橫孔作為基準反射體,製作的距離-波幅曲線(DAC),記為Ho。
2)評定等級:所謂的評定等級,此線的主要作用是為了測量缺欠的顯示長度,采用固定回波幅度等級法:找到超過評定等級的缺欠最高波後,移動探頭使回波降至評定等級線,此時探頭移動距離為該缺欠的顯示長度。
舊標準GB/T 11345-1989采用的是:相對靈敏度測長法和端點峰值測長法。
新舊標準的測長法對比,新標準的測長法操作性更強,大幅減低操作人員的隨意性,測長結果會更一致。
3)記錄等級:記錄等級是對應的驗收等級-4dB,記錄等級的主要作用是,如果單位焊縫長度內存在單個或多個間斷的缺欠,記錄缺欠的累計長度。GB/T29712-2013的5.4小節還規定:隻要超過了記錄等級的相鄰兩個單獨可驗收的缺欠,隻要兩者在焊縫長度方向的間距小於其中較長顯示的2倍長度數值,就會被評定為單個顯示,其長度應為:兩個相鄰缺欠的顯示長度與兩者間距的疊加。舉例:缺欠1的顯示長度為5mm,缺欠2的顯示長度為10mm,兩者在焊縫長度方向的間距為15mm,缺欠1和2的回波幅度均超過了記錄等級,且單獨可驗收,那麼由於兩者的間距15mm小於缺欠2顯示長度的2倍數值,所以缺欠1和2應判定為單個顯示,其顯示長度為:5+10+15=20(mm)。
GB/T 11345-1989有一個漏洞,就是不計多個缺欠的累計長度,如果一條焊縫上有多個缺欠的顯示,但是隻要每個缺欠不超標,也能通過驗收。
GB/T 11345-2013已經堵住了這個漏洞,這意味著:在特定的單位焊縫長度內,如果缺欠數量過多,即使單獨每個都可以驗收,也有可能因為缺欠的累計長度超標,而不符合驗收等級。
4)驗收等級:目前GB/T11345-2013有兩個驗收等級,分別是2級和3級,驗收等級的靈敏度設定比較複雜,它是根據焊縫母材厚度、缺欠顯示長度與板厚之間的倍數關係而變化的。
以新標準GB/T 11345-2013的基於橫孔技術的評定等級方法為例:
a)首先確定驗收等級是2級,還是3級。此時可確定評定等級,2級對應為Ho-14dB,3級對應為Ho-10dB,可見2級比3級嚴格。回波波幅超過評定等級的缺欠需要測量其顯示長度。
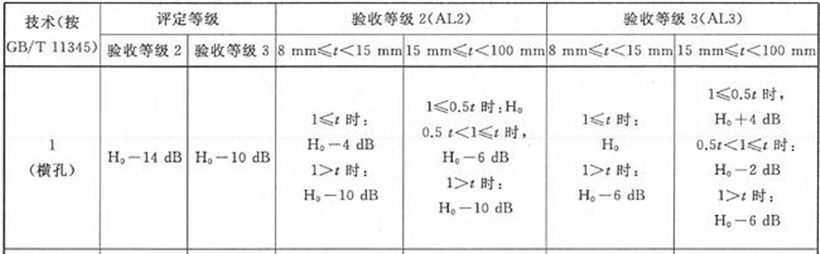
橫孔技術的驗收等級2級和驗收等級3
b)然後確定母材板厚t,t以15mm為分界線,當8mm≤t<15mm為一種情況,當15mm≤t<100mm為另一種情況。
c)接著根據缺欠回波波幅H(dB)以及缺欠顯示長度l 與板厚t之間的倍數n(n等於缺欠顯示長度除以板厚),確定驗收等級、記錄等級。
以驗收等級2級為例,看看記錄等級、驗收等級是如何設定的。設焊縫母材厚度為t,缺欠的顯示長度為l,缺欠顯示長度與板厚之間的倍數n=l/t。
1)當8mm≤t<15mm時:
情況一:當n≤1時,驗收等級為Ho-4dB,此時記錄等級為Ho-8dB。
情況二:當n>1時,驗收等級為Ho-10dB,此時記錄等級為Ho-14dB。
此時,任意6t的焊縫長度內,所有超過記錄等級的可單獨驗收顯示的最大累計長度≤ 1.2t。
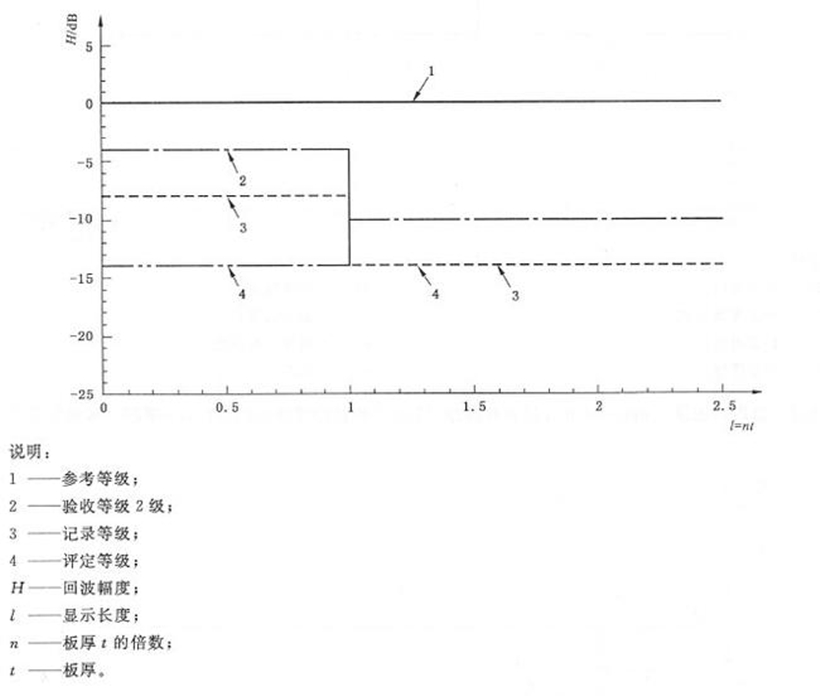
適用於板厚8mm~15mm的橫孔技術的等級
2)當15≤t<100mm:
情況一:當n≤0.5時,驗收等級為Ho dB,此時記錄等級為Ho-4dB。
情況二:當0.5<n≤1時,驗收等級為Ho-6dB,此時記錄等級為Ho-10dB。
情況三:當n>1時,驗收等級為Ho-10dB,此時記錄等級為Ho-14dB。
此時,任意單位焊縫長度為100mm,所有超過記錄等級的可單獨驗收顯示的最大累計長度≤ 20mm。
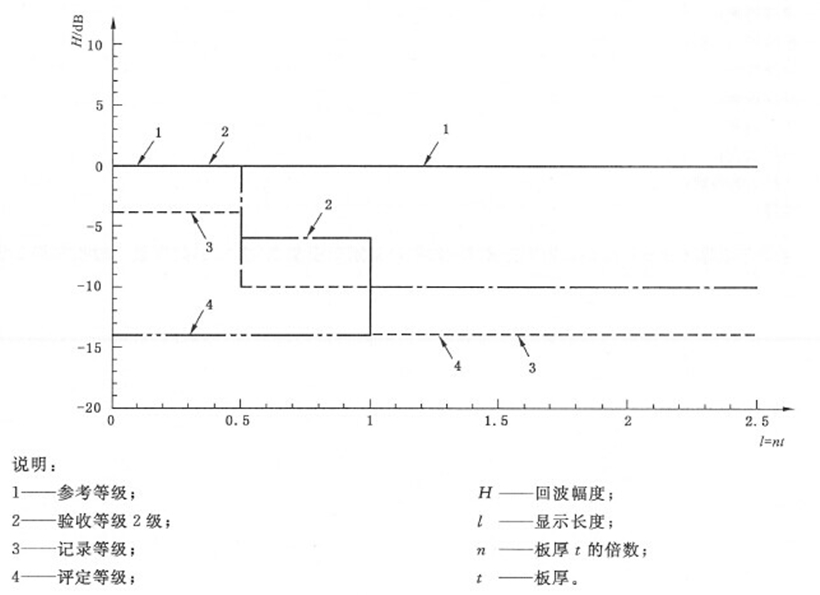
適用於板厚15mm~100mm的橫孔技術的等級
細心的朋友,還會發現,對於驗收等級2級,當缺欠長度l大於板厚t時,評定等級和記錄等級會重疊,這意味著通常情況下,凡是顯示長度超過板厚的缺欠都會記入累計長度中去。
相比之下,舊標準GB/T11345-1989的靈敏度等級設定是:判廢線Ho-4dB,定量線Ho-10dB,評定線Ho-16dB。評定線以上至定量線以下為I 區(弱信號評定區),定量線至判廢線以下為II區(長度評定區),判廢線及以上區域為III區(判廢區)。一般情況下,我們對位於II區的反射源測長,然後根據長度進行評價,超過標準允許最大長度則判定為不合格,而對位於III區的反射源直接判不合格,無論其長度如何。
總體來說,新標準GB/T11345-2013 會綜合考慮檢測母材的板厚、缺欠回波波幅、顯示長度、累計長度等因素進行等級評定,與舊標準GB/T11345-1989 對比,驗收等級的評定更為複雜、合理,對檢測人員的標準熟悉度要求更高了。
四、檢測等級區別
GB/T 11345-2013 規定來四個檢測等級(A、B、C和D),檢測等級從A級到C級,通過增加掃查探頭的種類、數量、掃查次數和探頭移動區域來提高缺欠的檢出率,檢測等級D適用於特殊情況,在符合通用要求的情況下,製定書麵工藝規程。
和GB/T11345-1989對比,相同檢測等級下,探頭種類、數量、掃查次數均增多,探頭移動區域增大。
以上是簡單描述,具體技術細節請看參考資料。
參考資料:
【1】GB/T11345-2013《焊縫無損檢測 超聲檢測 技術、檢測等級和評定》
【2】GB/T 11345-1989《鋼焊縫手工超聲波探傷方法和探傷結果分級》
【3】GB/T 29712-2013 《焊縫無損檢測 超聲檢測 驗收等級》
 魯公網安備37010402000738號 魯ICP備14030158號-1
魯公網安備37010402000738號 魯ICP備14030158號-1


