
焊接工件内部五种常见缺陷的超声波探伤方法
超声波探伤仪是一种便携式工业无损检测仪器,它能够快速便捷、无损伤、精确地进行工件内部多种缺陷,如金属材料内部气孔、砂眼、夹杂、折叠、裂纹、焊缝的未熔合和未焊透等的检测、定位、评估及诊断,查找工件内部有没有暗伤,焊缝是否合格等,同时具有轴类、筒类、无缝钢管、直缝焊管等工件外圆周向探伤功能。因此超声波探伤仪就是判定工件是否合格的一种检测设备。那么超声波探伤仪的具体探伤流程是怎样的呢?接下来我们就来看看超声波探伤仪在对焊接工件具体的探伤过程中,各种缺陷的特征。
1、未熔合(线性、面积状缺陷):
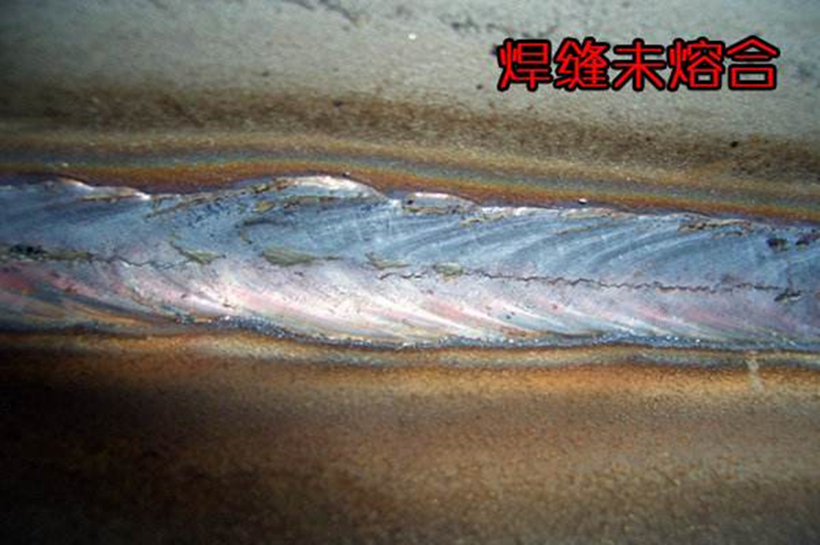
实际检测过程中超声波探头平移,波形较稳定,两侧探测时,反射波幅不同,有时只能从一侧探到。其产生的原因:坡口不干净,焊速太快,电流过小或过大,焊条角度不对,电弧偏吹等。
2、夹渣(点状、面积状缺陷):

超声波探伤仪检测焊缝夹渣时,焊缝的点状夹渣回波信号与点状气孔相似,焊缝的条状夹渣回波信号多呈锯齿状波幅不高,波形多呈树枝状,主峰边上有小峰,探头平移波幅有变动,从各个方向探测时反射波幅不相同。这类缺陷产生与焊接电流,速度,被焊边缘和各层焊缝清理不干净,其本金属和焊接材料化学成分不当,含硫、磷较多等等原因有很大关系。
3、气孔(点状缺陷):
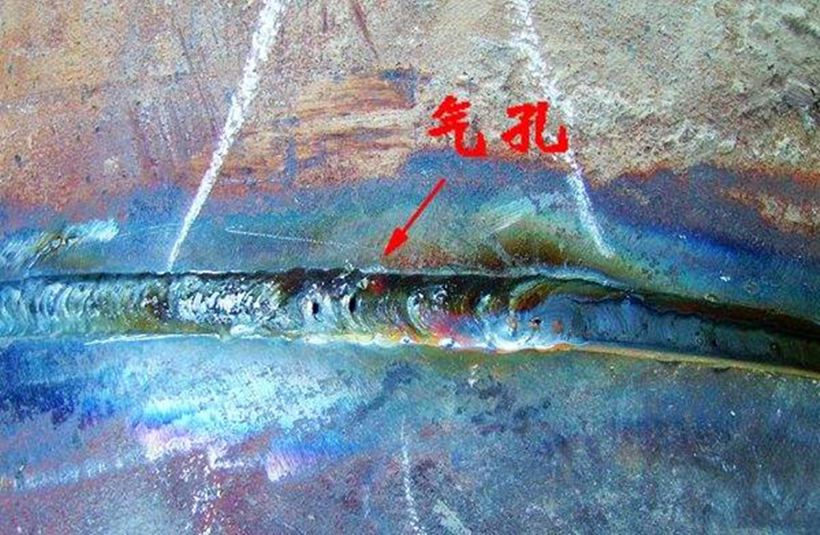
使用超声波探伤仪检测焊缝气孔时,焊接工件单个气孔的回波高度低,波形为单缝,较稳定。从各个方向探测,反射波大体相同,但稍一动探头就消失,密集气孔会出现一簇反射波,波高随气孔大小而不同,当探头作定点转动时,会出现此起彼落的现象。产生这类缺陷的原因有焊材本身、焊接手法、环境温湿度、焊接工艺的合理性等等。
4、未焊透(线性缺陷):

超声波探伤仪检测未焊透(线性缺陷)时,回波反射率高,波幅也较高,探头平移时,波形较稳定,在焊缝两侧探伤时均能得到大致相同的反射波幅。这类缺陷不仅降低了焊接接头的机械性能,而且在未焊透处的缺口和端部形成应力集中点,承载后往往会引起裂纹,是一种危险性缺陷。其产生原因与坡口、焊接电流、运条速度、坡口角度、运条角度、以及电弧偏吹等原因有很大关系。
5、裂纹(线性曲线):
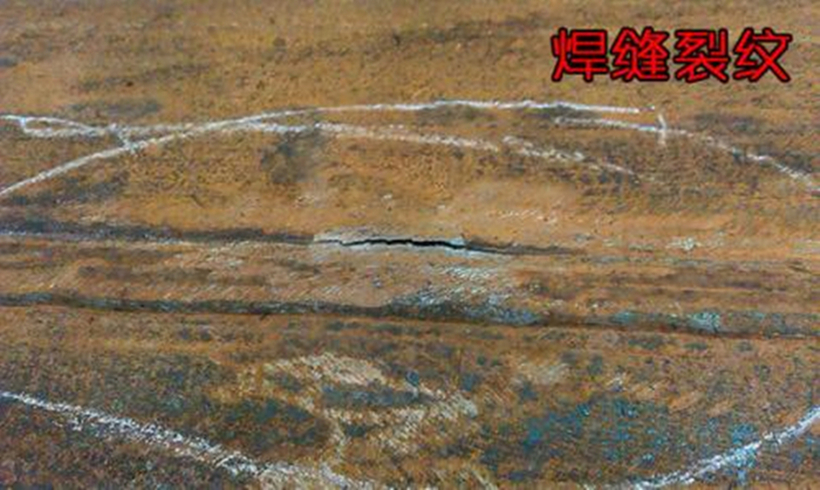
超声波探伤仪检测裂纹缺陷时,反射回波高度较大,波幅宽,会出现多峰,探头平移时反射波连续出现波幅有变动,探头转时,波峰有上下错动现象。裂纹是一种危险性最大的缺陷,它除降低焊接接头的强度外,还因裂纹的末端呈尖销的缺口,焊件承载后,引起应力集中,成为结构断裂的起源。裂纹分为热裂纹、冷裂纹和再热裂纹三种。裂纹缺陷的产生与焊接时熔池冷却速度、焊接工艺、工序有很大关系。
以上的内容就是超声波探伤仪对焊接工件的具体探伤流程,超声波探伤仪的广泛应用使产品的质量得到了大大提高,因此超声波探伤仪在现在的加工制造企业里是非常的普遍了,而且在一些理科院校实验室也都有超声波探伤仪的身影。
 鲁公网安备37010402000738号 鲁ICP备14030158号-1
鲁公网安备37010402000738号 鲁ICP备14030158号-1


